

Choosing the coolant that best suits your operations isn’t always an easy task. There are a lot of things to think about, and if you’ve been using the same coolant for a long time, it might seem easier to just leave things as they are.
However, it is important to make sure you’ve got the right coolant for the job. Maybe you’re setting up a new machine, or are planning to use coolant on a new application, and aren’t sure what coolant would be best.
In this guide, we’ll explain why cutting fluid is necessary and the qualities good coolant has, what the different types of coolant are, and how to select the best possible coolant for different applications.
Let’s jump in!
So, why do we need coolant?
It’s a good question. To start from the beginning, coolant is necessary for four key reasons.
- To lubricate the tool and keep things running smoothly and without friction
- To prevent heat buildup in the tool and workpiece
- To wash swarf away from the tool
- To protect the tool and machine from corrosion
All these four functions are important.
Having excellent lubrication is critical in extending tool life. Having good tool life means that you can either a) perform a greater number of operations over the same period or b) perform the same number of operations over a greater period. This sounds a bit technical, but in essence, having good lubrication means that you’re getting better bang for your buck with your tool (milling, grinding, drilling, sawing, etc).
Cooling is also a critical part of cutting fluids (depending on the type). Coolants need to keep the temperature of both the tool and the workpiece low to prevent warping, but also prevent swarf welding to the tool. The importance of cooling can vary based on the different types of metal you’re machining.
As already mentioned, the swarf needs to be washed away from the tool so that it doesn’t become welded to it. Aside from this, having excess swarf in the tool can interfere with the process and lower the quality of finish.
Finally, metal working fluids also need to prevent corrosion of your parts and tools – you don’t want them going rusty because they will simply not work as effectively. How much corrosion impacts you largely depends on the water hardness and type of metal you’re machining.
Okay, what is good coolant like?
So, what are the functions of a good coolant? And how do we want our coolant to perform? Good metal working fluid will have these things:
Low Foaming Tendancy
Low foaming tendency is very important. In most of Australia we have very soft water, which is why neo-synthetics are excellent but when it comes to soluble coolant and semi-synthetics, you’re far more likely to have problems with foaming. Coolant that can keep a lid on the foam is important.
Extends Tool Life
Extended tool life is important – high quality coolant with good lubrication and extreme pressure (EP) additives can extend your tool life considerably.
Is Health And Environmentally Friendly
Health and environmentally friendly coolants are a large trend that is emerging throughout Australia – the answer is increasingly becoming fully synthetic coolants that are good for your health and the environment.
Is Biostable
A biostable coolant isn’t susceptible to bacteria attacks (doesn’t have any smells) and has a long life.
Has A Long Sump Life
Your coolant should last for a long time in the sump without you having to replace it regularly. Fully synthetic coolants (Neo-Synthetics) can last for over 2 years! If you’re not sure how often you should be changing your coolant, read this blog.
Has Good Corrosion Protection
Your coolant needs to protect your machinery and parts from becoming corroded.
Has Low Drag-Out
‘Drag out’ is a technical term referring to the coolant that is removed with a workpiece when it is taken out of the machining process. Coolants with low drag out have lower consumption rates, meaning they aren’t used up as quickly over time.
Low Tendency To Emulsify Tramp Oil
If your coolant tends to emulsify the tramp oil it accumulates, then you’re going to have a hard time making your cutting fluid last for very long. If the tramp oil emulsifies, all of the sludge and foreign oils will become part of the cutting fluid, contaminating it beyond repair. If it has a low tendency to emulsify, you can skim the tramp oil and keep it fresh for longer.
Is High Value For Money
Finally, your coolant should be high value for money. Price will often relate to how well the coolant performs – cheaper coolant won’t always be high performing. This largely depends on what application you’re performing and what level of performance you need to get out of your metal cutting fluid.
What are the components of coolant?
Coolant is made up of 3 main components. Water, oil, and extra additives to improve performance.
Water
Water is fairly self-explanatory – It is very effective at keeping things cool, and it’s clean and environmentally friendly. That said, its lubrication properties aren’t great, and it does generate corrosion. And that’s where oil comes in.
Oils/Polymers
The oils and advanced polymers (found in synthetic coolant) provides the lubrication that you need for your operation to run smoothly. In their early stages, water-miscible cutting fluids didn’t exist – everything was neat oil, which provided excellent lubrication and corrosion protection. However, they’re extremely flammable, dirty, and the form mist. They’re also quite expensive to dispose of.
Additives
Most metal working fluids have a range of additives in them to enhance their performance.
For example, coolant may contain esters (provide lubrication), emulsifiers, and pH regulators (keeps the pH high to deter bacterial growth). Other common additives include anti-bacterial and anti-fungal agents, anti-foaming chemicals (important for soft water), and corrosion inhibitors.
The Emulsion
These components (water and oil) make up the base of the coolant. However, for them to be effective they must become an emulsion.
By nature, these to things do not agree with each other, meaning that to combine they require emulsifiers and other complex additives. That’s the reason why coolant that Is degraded or worn down is more likely to separate, because water and oil are naturally unstable.
However, this presents a problem – emulsifiers are delicious food for bacteria and with bacteria comes smell. This is one of the realities of soluble coolant, but neo-synthetics don’t have this chink in their armour, as we will discuss later on.
Tell me, what are the different types of metal cutting fluids?
There are a few different types of cutting fluids, broken down into four categories: neat oils, soluble, semi-synthetic and neo-synthetic (fully synthetic).

Neat Oils
Neat oils, made up mostly from mineral or vegetable oils are best for severe applications, like tapping, broaching, deep drilling and gear cutting. Neat oil will give you the best possible lubrication, without much cooling. Neat oil will give you excellent corrosion protection and lubrication. Often, neat oil is applied through a MQL (minimum-quantity-lubrication) misting unit.
Soluble Cutting Fluids
Soluble coolant (or milky coolant) is the most common cutting fluid on the Australian market. It’s mostly oil mixed with water that forms a milky emulsion. This variation has good lubrication and corrosion protection, with decent cooling power.
Soluble coolants are mostly used for aluminium and metals with processes where you need strong lubrication and lesser cooling power.
Semi-Synthetic Cutting Fluids
Semi-Synthetic coolant is the result of evolving technology that uses a combination of oil and synthetic esters to provide lubrication. The emulsion is translucent, rather than milky-white. Semi-Synthetic coolants are cleaner, while still having excellent lubrication and cooling efficiency. On top of this, you will have reduced drag-out which will lower your consumption and an increased resistance to foaming.
Semi-Synthetic fluids can be used in many of the same places as soluble fluids.
Neo-Synthetic Cutting Fluids
Neo-Synthetic Coolant (Fully-Synthetic) is one of the emerging trends in the metal working industry. It’s arguably the future of metal cutting fluid in Australia. The biggest difference between Neo-Synthetic and Soluble fluids is that synthetic coolant is a solution, not an emulsion – this means that it cannot separate and is far more resistant to bacteria attacks.
Synthetic coolants are based on highly-refined synthetic polymers that are clear, like water. They have excellent lubrication and cooling power, in addition to being extremely clean. They also have severely reduced drag-out, and very high stability. There is no smell or bacteria risk, and less additives are required, making it much safer and more pleasant to use.
However, the trump card of the Neo-Synthetic is its ability to work with soft water hardnesses without any risk of instability or foaming. This is the perfect coolant for Australia, as most major capital cities (Brisbane, Melbourne, Sydney) have soft water that tends to foam with soluble coolants.

We’d highly recommend you explore Neo-Synthetic coolant as an option if you’re looking to level up your performance.
But how do I choose the right cutting fluid?
This is a big question. There are five different areas you should consider when answering this.
1. What operation are you performing?
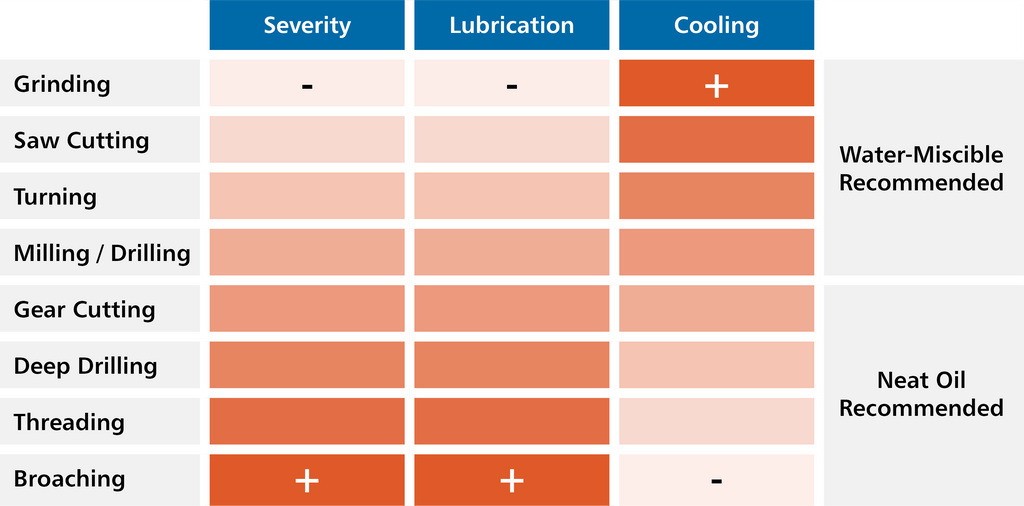
Different types of oils and cutting fluids are suited to different operations. You can break this down by the severity of the operation, and the lubrication and cooling power of the coolants.
For instance, if you’re grinding, cutting, turning or milling – then you’re probably going to be using a water miscible fluid, This is because the severity of the operation is lower, and they don’t need the same amount of lubrication – they need better cooling to be efficient.
However, for gear cutting, deep drilling, threading and broaching, you’re going to use a neat oil, because these are high pressure applications that need excellent lubrication, but don’t need as much cooling.
2. What material are you machining?
Not all coolants are multi-metal compatible, so it’s important that you check that your coolant will bef compliant with the metal you’ll be processing.
3. What machine/system are you using?
The machine you are using may dictate what type of coolant you need. This is because not all machines allow for flood coolant (i.e. the machine might have a misting units which requires a neat oil). If you have large stagnant tanks, you'll be better served with synthetic coolant as they are not susceptible to bacteria. Lastly, some machines (especially CNCs) use very high pressure pumps so these cannot have any coolant with high foaming tendency.
4. What is your water quality?
Water quality is very important, as it can determine a few different aspects of your coolant. Do you have high chloride levels? Is there a high level of bacteria? What is the water hardness. Luckily, in general Australia has very good quality water – this is not something we need to worry about too much.
5. Health & Environmental Impact
You also need to consider the health and environmental impact of the coolant you choose. Cheaper coolants tend to have additives in them that can be dangerous, however the majority of coolants are generally safe to use. Neo-Synthetic is the most HE friendly.
In Conclusion
Coolant is a lot more involved than you may have originally thought. One day it can be good the next day you have issues - unfortunately this is the world of coolants - but it is possible to get a good coolant designed to suit your application. We hope our guide has helped you get closer to the perfect coolant for you.
At Excision we have a national team trained to solve coolant issues and help with recommendations at any time - if you want to talk to us in person and discuss your issue - contact us using the button below.

FAQs
What can I use as cutting fluid?
Metal working fluids such as neat oils, soluble coolants, semi-synthetic coolants, and fully synthetic coolants are all good options for cutting fluids, depending on your application.
What is cutting fluid for?
Cutting fluid is designed to lubricate, cool, wash away swarf and protect against corrosion.
What is the most commonly used cutting fluid?
Soluble cutting fluid is the most common in Australia’s market, however semi-synthetic and synthetic fluids are gaining in popularity due to their cleanliness and outstanding performance.
Can WD40 be used as cutting oil?
WD40 is a multipurpose lubricant, so while it does have some lubrication properties that will assist in cutting, it also contains solvent for cleaning and water displacement. WD40 may be suitable for DIY projects, however under no circumstances should it be used in CNC machines.



